Положение при сварке — как располагается шов и электрод
Конструкции, подлежащие сварному соединению, в пространстве могут располагаться в различных плоскостях — так, как этого требует технология выполнения работ. От их пространственного расположения зависят направление шва сварного соединения и, как следствие, выбор метода сваривания, а также возможность привлечения специалиста с той или иной квалификацией.
Расположение сварного соединения
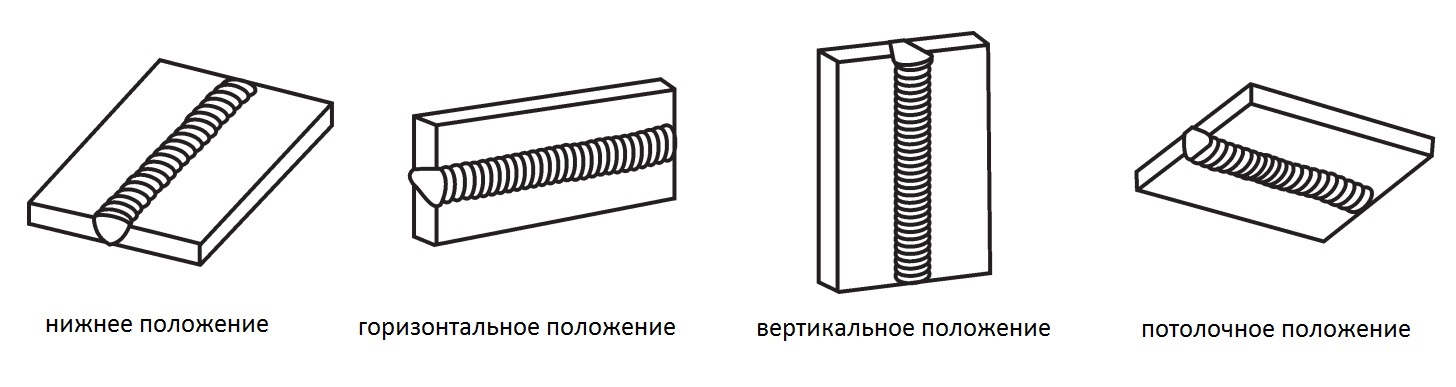
Положение шва при сварке определяется пространственным расположением кромок подготовленных к соединению элементов (деталей, конструкций). Всего различают четыре основных положения проведения сваривания: нижнее, горизонтальное, вертикальное, потолочное.
Нижнее расположение
Нижнее положение применяют в основном при сварке несложных элементов и в тех случаях, когда к качеству соединительного рубца не предъявляется дополнительных требований. Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное.
В нижнем положении возможно как двухстороннее сваривание металла максимальной толщиной до 0,8 см, так и одностороннее — если толщина не превышает 0,4 см. В обоих случаях соединение будет довольно прочным, но на его качество будут влиять следующие факторы, являющиеся основными при определении глубины проплавления, от которой и зависит качество выполненного соединения:
- диаметр электродов;
- толщина обрабатываемых элементов и наличие зазора между ними;
- величина сварочного тока.
Сварка, выполняемая при нижнем расположении места соединения и конструкций, — наиболее оптимальный и высокопроизводительный способ соединения элементов. По мере плавления перенос электродного металла в сварочную ванну, которая располагается в горизонтальной плоскости, выполняется под действием естественной силы — силы тяжести, то есть сверху вниз. Единственный недостаток такого положения — риск образования прожогов, поэтому важно обеспечить наиболее полное проплавление, не допуская их появления. С этой задачей может успешно справится специалист, к квалификации которого даже не предъявляется дополнительных требований. Несмотря на этот недостаток нижнего положения, на этапе проектирования сварочных работ следует отдать предпочтение именно этому методу, стараясь максимально его задействовать.
Виды соединений, которые могут выполняться при нижнем положении:
- стыковые сварные соединения;
- угловые сварные соединения.
Горизонтальное расположение
В этом случае при сварке электрод располагается горизонтально, а обрабатываемые элементы — вертикально. Шов — горизонтальный. Такое положение в пространстве при сварке затрудняет работу специалиста и является неблагоприятным из-за риска вытекания металлического расплава из сварочной ванны на кромку нижерасположенного свариваемого элемента (опять же под действием силы тяжести). Поэтому для выполнения сварочного шва требуется косой подрез кромки выше расположенного элемента, а нижнюю деталь оставляют без изменений. Такое вмешательство помогает избежать брака в работе, а именно подреза верха шва из-за вытекания металла.
Обычно сварка конструкций в горизонтальном положении не вызывает трудностей при должной подготовке кромок обрабатываемых элементов, так же как и при нижнем сваривании, но специалист, выполняющий такую работу, должен обладать опытом ее проведения.
Вертикальное расположение
В этом случае электрод также располагается горизонтально, а конструкции — вертикально, но шов будет также вертикальным.
И опять же под действием уже известной силы тяжести капли расплава будут стремиться вниз, и если не соблюдать определенной технологии, то брака в работе избежать будет невозможно.
Что следует знать, если сварка необходима именно в вертикальном положении:
- Работа выполняется только на короткой дуге. Только так можно добиться того, чтобы под действием силы поверхностного натяжения металл проникал в кратер сварного шва.
- Следует применять специальные электроды, которые за счет своего покрытия будут увеличивать вязкость сварочной ванны. Это очень важно для уменьшения стекания металлического расплава.
- Сваривание выполняется снизу вверх или сверху вниз. В первом случае достигается максимально полное проплавление, но производительность труда будет очень малой. Но если выполнять сварку сверху вниз, то производительность работы повысится, а качество соединения — ухудшится.
Потолочное расположение
Такой вид расположения шва — самый трудновыполнимый, требующий высокой квалификации работника его выполняющего. В этом случае свариваемые элементы располагаются горизонтально, электрод — вертикально, но сам шов будет располагаться снизу свариваемых кромок. То есть, говоря для наглядности, такая сварка — это сварка, выполненная в нижнем положении, но повернутая на 180 градусов. Основной риск — стекание расплава вниз без попадания в сварочную ванну.
Условия, которые должны быть соблюдены, при проведении сварки в потолочном положении:
- Минимально короткая дуга и малый ток.
- Применение электродов малого диаметра с тугоплавким покрытием для удержания капель расплава за счет силы поверхностного натяжения.
- Необходимость изменения дистанции между швом и электродом (сближение — отодвигание).
Такое положение не применяется при сварке элементов малой толщины, так как шов будет не самым прочным из-за микроскопических пузырьков газа, неизбежно появляющихся в процессе работы. Поэтому использовать потолочное сваривание целесообразно, если другие виды технически не осуществимы.
Квалификация работника должна позволять выполнить потолочное сваривание без брака в работе.
Расположение электрода
Немаловажное значение при сварке имеет и пространственное расположение электрода. Например, при нижнем сваривании качество шва будет сильно зависеть от жидкого шлака, при помощи которого и происходят основные процессы при сварке, и правильное расположение электрода позволит контролировать сварщику процесс образования валика.
Положение электрода определяется сварщиком непосредственно при сварке. Различают три основных его вида:
- Вперед углом

При таком расположении электрода жидкий шлак образуется и бежит впереди, мешая сварочному процессу. Возникает риск гашения дуги или ее «блуждания», возможно появление пропусков, общее качество шва падает. Применять такой метод можно только при сварке в труднодоступных местах, если по-другому выполнить работу невозможно.
- Назад углом

При таком расположении электрода жидкий металл на шве оголяется за счет сварочной дуги, которая воздействуя силой своего давления на жидкий шлак, вытесняет его из жидкой сварочной ванны. И на таком оголенном участке сварной шов быстро кристаллизуется.
Метод применяется при сварке стыков и углов.
- Под углом 90 градусов

Это расположение электрода позволяет контролировать жидкий шлак, заставляя его двигаться за сварочной ванной. Такое движение благоприятно сказывается на качестве сварного соединения. Но иногда шлаг может оказаться впереди электрода, тогда следует кратковременно перейти к методу «назад углом», отбрасывая шлак.
В любом случае, какое пространственное расположение электрода правильное, решает только сварщик, который выполняет работу и контролирует качество шва. Усредненного оптимального варианта, которого стоит придерживаться, нет, применение методов диктует практика и процесс работы.
Все описанные методы сварного соединения применяются при выполнении работы ручным способом. Если процесс будет автоматическим или полуавтоматическим, то сварка должна проводиться в среде защитных газов.
Похожие статьи


